



Гибкий независимый манипулятор-робот
Независимый манипулятор:
Независимый манипулятор подходит для прессов средней мощности.
Этот манипулятор приводится в движение двумя сервомоторами, а подвеска стрелы и основная балка приводятся в движение сервомоторами для перемещения заготовок между станциями.
Расстояние между каждым ответвлением равно расстоянию между станциями.
Захватный рычаг перемещается вдоль основной планки по оси X с шагом в одну станцию, перемещая заготовку с одной станции на другую, что повышает степень автоматизации.
Алюминиевый профиль всасывающего рукава имеет канавку для полосы, и рукав можно регулировать в соответствии с размером обрабатываемой детали.
Материал захватывается вакуумной присоской; хвостовая часть оснащена защитной рамой; звуковыми и световыми сигнализаторами и другими соответствующими мерами безопасности. Каждая рука манипулятора оснащена датчиком обнаружения.
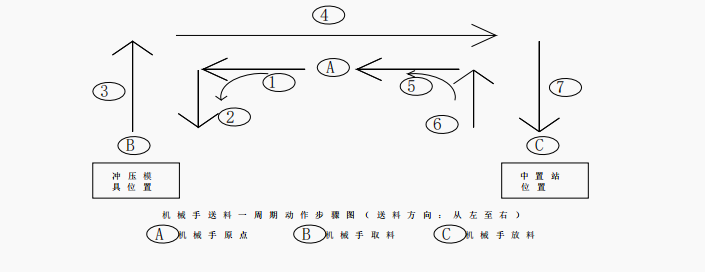
Захватывающий рычаг перемещается влево из исходного положения А ~ опускается в точку В через ① и ② (пуансон захватывает изделие) ~ поднимается через ③ и
④ движется вправо ~ ⑦ опускается, чтобы поместить изделие на центральную станцию C ~ поднимается через ⑥ и движется влево через ⑤, чтобы вернуться в начало координат A. Подробности см. на рисунке ниже.
Среди них ①~② и ⑥~⑤ позволяют строить дуговые кривые с помощью настройки параметров, что экономит время и повышает скорость обработки.
| Направление передачи | Перемещение слева направо (подробности см. на принципиальной схеме) |
| Высота линии подачи материала | Будет определено позже |
| Метод выполнения операции | Цветовой человеко-машинный интерфейс |
| Перемещение по оси X перед началом работы | 2000 мм |
| Ход подъема по оси Z | 0~120 мм |
| Режим работы | Пошаговый/Одиночный/Автоматический (беспроводной привод) |
| Повторная точность позиционирования | ±0,2 мм |
| Метод передачи сигнала | Сетевая связь ETHERCAT |
| Максимальная нагрузка на один всасывающий рукав | 10 кг |
| Размер переводного листа (мм) | Максимальное количество листов: 900-600, минимальное: 500-500 |
| Метод обнаружения заготовки | Обнаружение с помощью датчика приближения |
| Количество всасывающих рычагов | 2 комплекта/единица |
| Метод отсасывания | Вакуумное всасывание |
| Рабочий ритм | Время механической ручной загрузки составляет приблизительно 7–11 шт./мин (конкретные значения зависят от мощности пресса, соответствия пресс-формы и значения настройки SPM пресса, а также скорости ручной клепки). |
